Rammkernsonden: Spitzenqualität durch Reibschweißen
Schweißnähte von Rammkernsonden mit lebenslanger Garantie
Die Schweißnähte von Rammkernsonden sind im täglichen Einsatz extremen Belastungen ausgesetzt. Wenn Rammkernsonden mit geeigneten Werkzeugen in den Boden getrieben werden, wirken neben der Schlagenergie auch starke Vibrationen auf die Sonde ein. Bei der Verwendung pneumatisch angetriebener Werkzeuge wirken zwar weniger Schläge, dafür aber höhere Energien auf den Sondenkopf, die Schweißstelle und das Sondenrohr ein. Die Fertigung mit den traditionellen Schweißverfahren birgt jedoch die Gefahr, dass sich zwischen Kopf und Rohr sowie Rohr und Spitze der Rammkernsonde aufgrund der Wärmeentwicklung Spannungen in den Materialien bilden. Diese Spannungen können unter Dauerbelastung einen Bruch der Schweißnaht zur Folge haben.

Überlegene Verbindungstechnik schließt Schweißnahtfehler aus
Um Schweißnahtbrüche auszuschließen und die Qualität und Langlebeigkeit der Rammkernsonden zu steigern, hat sich Carl Hamm Geotechnik für die Verbindung von Sondenkopf und Sondenrohr einem neuen Schweißverfahren, dem Reibschweißen oder Friction Welding, zugewandt und mit der Fa. Klaus Raiser GmbH & Co. KG aus Eberdingen einen Partner gefunden, der exklusiv für Carl Hamm Geotechnik Rammkernsonden im Reibschweißverfahren herstellt. Die Fa. Raiser ist Spezialist in der Herstellung dauerhafter Verbindungen von Bauteilen aus den unterschiedlichsten Materialien für verschiedenste Produkte. Als innovativer Dienstleister für die Industrie hat sich Raiser schon früh dem neuartigen Reibschweißverfahren zugewandt und es weiterentwickelt, da es den klassischen Verbindungstechniken in vielerlei Hinsicht überlegen ist.
Vielfältige Optionen zur Verbindung unterschiedlichster Materialien
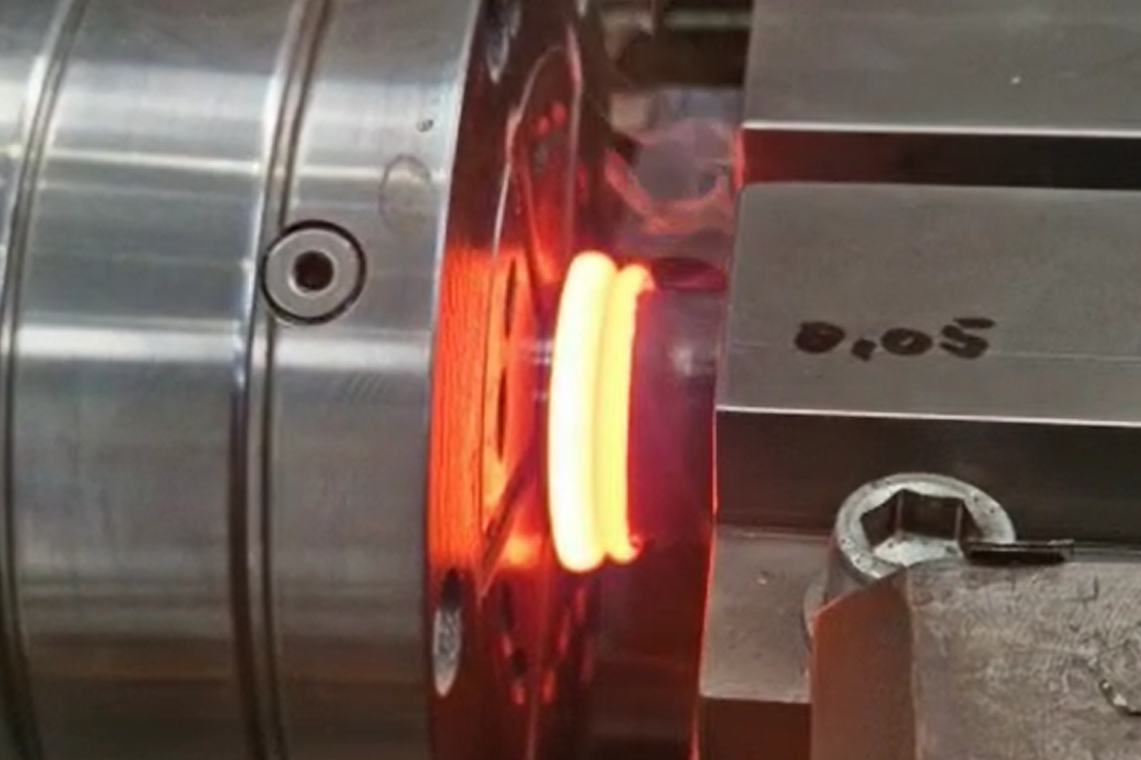
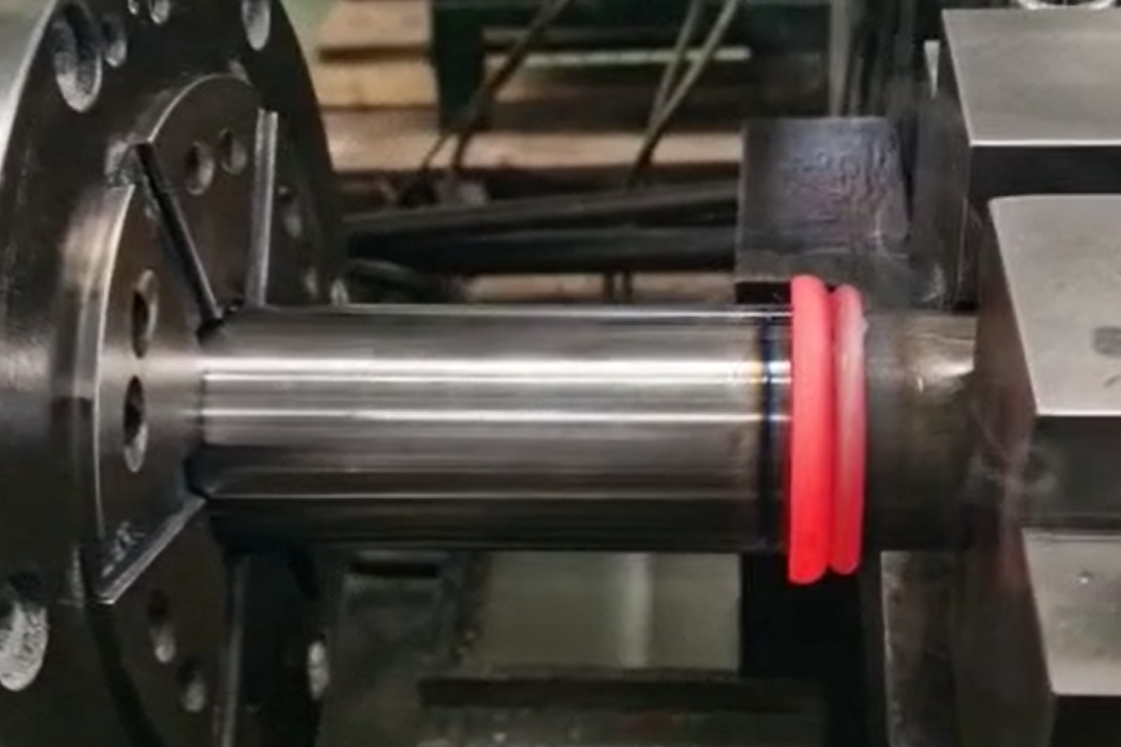
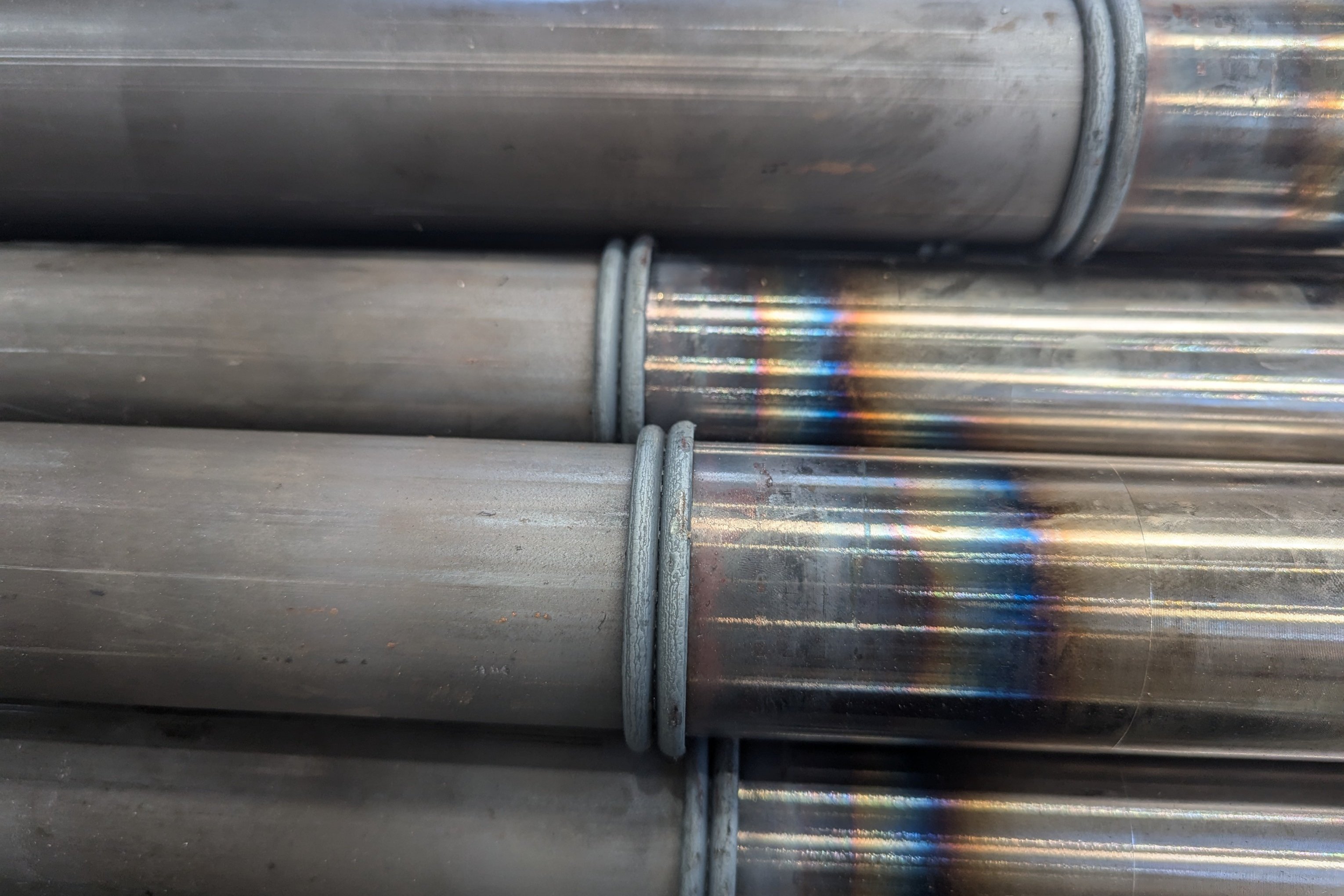
Beim Reibschweißen werden die zu verbindenden Bauteile unter Druck mit hoher Drehzahl aneinandergerieben, sodass an der Verbindungsstelle eine homogene Schmelze aus beiden Materialien entsteht, die beim Auskühlen eine dauerhafte, feste Schweißverbindung eingehen. Klassische Schweißnahtfehler können bei diesem Verfahren weitestgehend ausgeschlossen werden. Ein großer Vorteil des Reibschweißens ist die Option, unterschiedlichste Werkstoffe miteinander zu verbinden. So sind Kombinationen unterschiedlicher Stahlwerkstoffe, Stahl- mit Gusswerkstoffen oder Stahl- Kupferverbindungen möglich. Die Liste der Werkstoffe, die im Reibschweißverfahren miteinander verbunden werden, ist beliebig fortsetzbar: Angefangen von Aluminium, über Blei, Hartmetall, Magnesium, Nickelbasislegierungen und Wolfram bis hin zu Zirkonoxid. Selbst Keramik-Metall-Verbindungen werden mittlerweile realisiert. Die Möglichkeiten des Reibschweißen sind jedoch noch lange nicht erschöpft.
Rammkernsonden von Carl Hamm Geotechnik nahezu vollständig im Reibschweißverfahren gefertigt
Carl Hamm Geotechnik hat durch die Implementierung des Reibschweißverfahrens die Qualität und Zuverlässigkeit ihrer Rammkernsonden signifikant erhöht. Derzeit werden nahezu alle unsere Rammkernsonden im Reibschweißverfahren gefertigt. Aufgrund des großen Potenzials des Reibschweißens verfolgen wir die technologische Entwicklung und die weitere Anwendbarkeit für unsere Produkte mit großem Interesse.